- Hotline: (+84) 938 520 379
- Email: info@eurorack.com
EURORACK MECHANICAL JSC

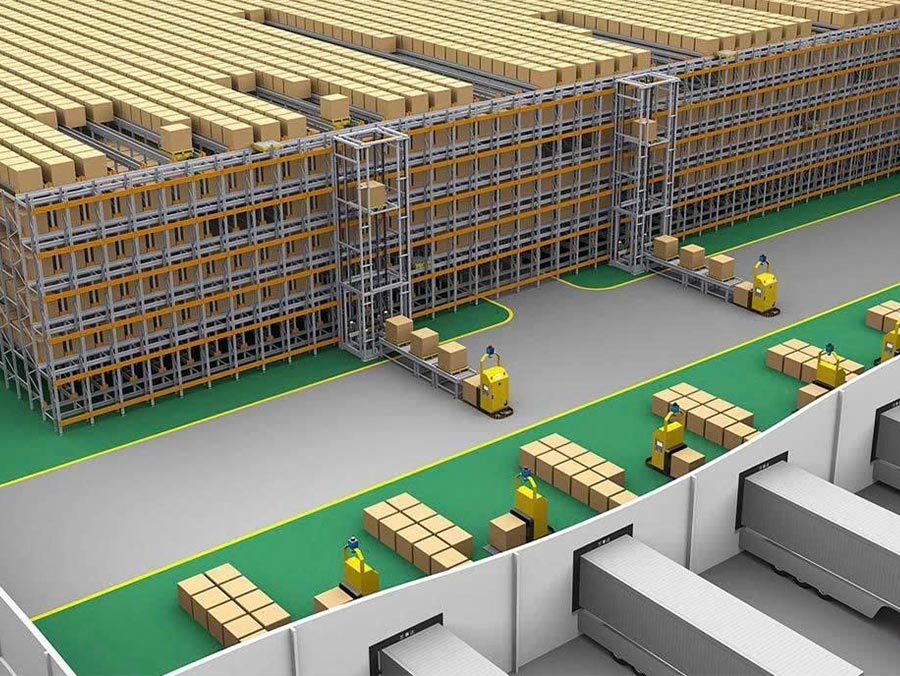
Installing Mobile Racking provides a smart solution by utilizing up to 82% of floor space for storage, increasing storage capacity by 2.2 times without requiring additional space. Each row of racks operates on a flexible opening/closing mechanism, enabling forklifts to access goods using only a single aisle.
Mobile Racking System (Mobile Rack) is a high-density storage solution that allows entire rack aisles to move along floor-mounted rails, eliminating most fixed aisles and significantly expanding usable warehouse space. The system opens an aisle only when needed, increasing storage capacity without expanding the facility. Mobile Racks can be operated via a PLC controller, and are equipped with safety sensors and obstacle-detection stop functions to ensure precise and safe forklift operation.
With over 15 years of experience, Eurorack manufactures Mobile Racks using high-strength steel, engineered for cold storage environments down to –35°C, pharmaceutical warehouses, logistics centers, and facilities with diverse SKUs. The robust structure and durable guiding rails ensure smooth movement, reduced operational errors, and long service life. This is an optimal solution for businesses seeking to increase capacity, standardize operations, and maximize warehouse space efficiency.

How to maximize storage density in minimal space? Installing mobile racks offers an intelligent solution by utilizing up to 82% of the floor area for storage. Specifically, it operates on a flexible door closing/opening mechanism. On one hand, it helps warehouses efficiently utilize floor capacity. On the other, it optimizes quick and safe import-export processes. Learn more about this type of rack through the article below!
Mobile racks are heavy-duty steel racking units with mobile bases fitted with wheels underneath for easy movement guided by rails on the floor. The steel racking units operate horizontally, with each system's end equipped with an additional electric motor. Through a control command, the motor directs the shelving units to expand or contract the aisle for forklifts to move in.


Mobile racks are currently the most sought-after intelligent storage solution by many businesses in Vietnam
In essence, the floor space is used almost entirely for storage, leaving only a wide enough area for the mobile aisle when needed. Thanks to this, mobile racks are considered the most intelligent and optimal storage solution today, especially in heavy-duty storage applications. On average, each pallet placed on a mobile pallet rack can provide an impressive storage capacity of 500 to 1500 kg.
Mobile racks are increasingly being widely applied, asserting their position as the highest-density storage solution while still providing direct access. By the principle of flexibility in adjusting the aisle positions between the racks, opening or narrowing them. This system has provided direct access to the pallets. thereby facilitating inventory management and control. Some technical standards of genuine mobile racks, you should also note the following:
* Note: The aisle width in the mobile rack system depends on the forklift's width during operation. Additionally, this system typically operates on the principle of a single aisle design. However, it can open three aisles simultaneously with intelligent and safe operation mechanisms. This principle is constrained in the initial design and installation process.



Mobile Pallet Racking operates powerfully and reliably in cold storage environments
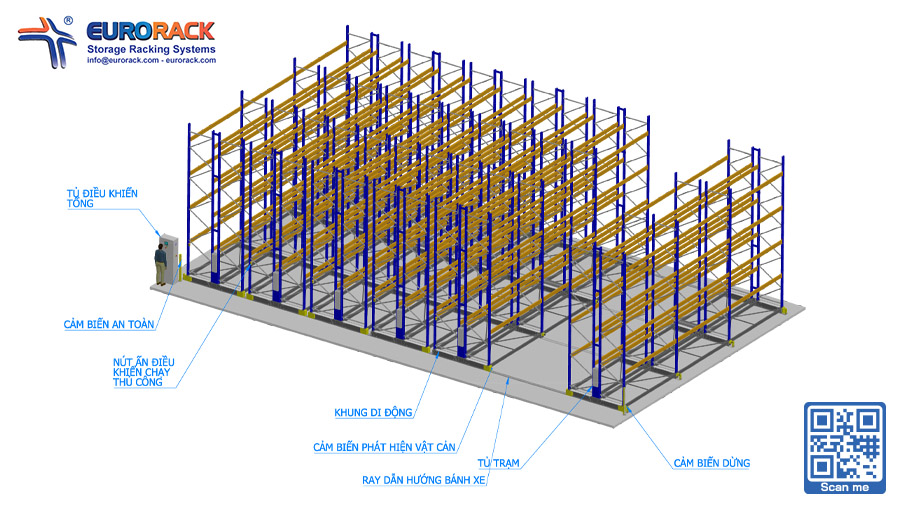
In general, the structure of mobile pallet racks is similar to other types of conventional racks. However, the most significant difference here is its base. They are equipped with electrically powered engines, including drive shafts, motor engines, and some guide rails installed under the warehouse floor.
Below is a detailed description of the components:
Wheel Guide Rail: Floor-mounted rails that guide the movement of the mobile frames. Ensures precise, straight-line travel without deviation or misalignment.
Station Cabinet: A secondary control unit for localized monitoring or adjustments. Can be linked with the main cabinet for synchronized operation.
Stop Sensor: Determines the exact stopping position for moving racks. Ensures smooth and accurate alignment during aisle opening/closing.
Components of a Eurorack Mobile Rack
Maximum use of empty space: Mobile storage racks provide the ability to store more than 80 to 120% compared to conventional pallet racks. Because the floor surface only needs to leave a small groove just enough compatible with the forklift's width to operate intelligently.
Optimizing warehouse space with Eurorack mobile pallet racking system
EURORACK is a leading racking system manufacturer in Vietnam. We have completed numerous mobile racking projects used in harsh environments such as cold storage and heavy-duty finished goods warehouses, with load capacities ranging from 1000 to 1500 kg/pallet. Our experienced engineering team will provide expert advice to help customers find the solution that best suits their specific needs. Contact EURORACK today for a consultation.
Mobile pallet racks will automatically move using remote control or by using a control panel attached to the end of each rack row. Below is the step-by-step process for operating the rack system.
Step 1: Select the rack row for loading and unloading goods
You can easily select a rack row containing the items you need to load or unload and press the corresponding button to activate it.
Step 2: Open the aisle
Once activated, the racks will automatically open and will stop automatically when approaching another rack row or when reaching the end of the track. To do this, they will be equipped with sensors.
Step 3: Move into the aisle
At this step, the forklift operator will move inside to perform the loading task. Don't worry about the racks closing while the staff is picking up the goods because they will be obstructed by the cargo. Safety fences, especially emergency stop buttons, are in place.
Step 4: Exit the aisle
After stacking or unloading the goods, the forklift will move out of the system to prepare for the return step.
Step 5: Reorganize the system
Once the forklift has completely exited the aisle, the operator will activate the return button, and the entire system will be closed back to its original position.
In addition, for convenience in movement or inventory tasks, the racks also integrate a mode to open multiple aisles at the same time and stop when users feel the distance between the racks is enough to perform the task. This demonstrates a high level of flexibility as there are many options depending on the purpose of the work.
Therefore, no matter what industry your business operates in, or how harsh the environmental temperature conditions are, you can still apply mobile racks in a versatile way.
Mobile racking is an excellent solution for facilities storing a wide range of medium- to low-turnover SKUs. By combining high-density storage with direct access to each pallet, the system enables efficient inventory management without sacrificing selectivity—ideal for industries such as retail distribution, automotive parts, and spare components.
In temperature-controlled environments where every cubic meter matters, Mobile Racking helps maximize usable space while significantly reducing energy consumption. By compacting the racking structure and minimizing the volume that needs cooling, businesses in the food, pharmaceutical, and medical supply chains can cut down on refrigeration costs while ensuring reliable cold-chain logistics.
The system can be customized to accommodate special unit loads such as drums, coils, long pipes, and metal profiles by integrating support accessories like cradles, cantilever arms, or reinforced shelving. This makes it suitable for sectors such as manufacturing, metals, and heavy industries where non-standard goods need to be stored efficiently.
For warehouses located in urban or space-constrained areas, Mobile Racking offers a way to dramatically increase storage capacity without expanding the physical footprint. By removing the need for multiple fixed aisles, it allows for higher storage density while still maintaining quick and easy access to stored items—perfect for companies looking to scale up without relocating.
Eurorack mobile racking systems are suitable for use in warehouses with a large number of SKUs and high pallet sorting requirements
Mobile racks are modern storage systems equipped with integrated electric motor devices, thus possessing superior intelligent operation features. This leads to a very high demand for manufacturing and installing mobile racks to ensure absolute quality and accuracy.
Eurorack, with its strength as a long-standing unit in the field of industrial storage rack manufacturing and installation, where the mobile rack line is the flagship product, will be the most perfect solution for you.
Eurorack mobile racks are manufactured in Vietnam by Eurorack, using German sensors to ensure absolute safety during warehouse operations
Approaching 15 years of operation, Eurorack has been providing warehouse rack systems for brands such as Nestle, Pepsi, Coca Cola, DKSH, etc. Eurorack will continue to strive and innovate constantly to bring more value and benefits to customers by applying new technologies to rack production. We hope to become your partner and develop together on the journey to conquer the perfect warehouse storage solution in the future. Contact us to receive a quote for genuine mobile racks.


.jpg)











.jpg)

.jpg)







